
摘要:过程控制是以影响过程结果的冈素为处理对象的活动,它遵循质量是在生产过程制造的这个预防为主的原则。在实施过程管理中,控制图技术是质量控制的行之有效的手段 ,是SPC技术的核心工具。
控制图是用于分析和判断工序是否处于稳定状态所使用的带有控制界限的图。控制图的基本形式是纵坐标是特征值 ,横坐标为样本号或时间。图上有三条线:上控制线VCL ,中心线 CL ,下控制线LCL。SPC就是利用控制图对工序进行质量控制的一种统计方法。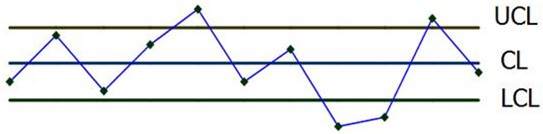
控制图的工艺过程受控判断规则
•规则 1:数据点超出(低于)中心线 3σ;
•规则 2:二个连续点中有两点超出(低于)中心线 2σ;
•规则 3:五个连续点中有四点超出(低于)中心线σ;
•规则 4:连续七个点大于(小于)中心线;
•规则 5:连续六个点呈现单调上升(下降)趋势;
•规则 6:十个连续点中有八点呈现单调上升(下降)趋势;
•规则 7:相邻两个点之间数值之差大于等于 4σ;
控制图失控因素分析
造成工艺过程失控的原因很多 ,可从以下七个主要因素方面进行综合分析。
•人:操作者的质量意识、技术水平、文化素养、熟练程度和身体素质等;
•机器设备:机器设备的精度、工作稳定性和维护保养状况等;
•材料:材料的成分、性能和质量等;
•工艺方法:加工工艺、工艺装备、操作规程等;
•环境:工作地点的温度、湿度、震动、照明、噪音和净化情况等;
•能:水、电、煤、汽等;
•测:测试方法。
控制图生成软件
传统制作控制图的方法是,先去收集,然后把数据一个个绘制到坐标上形成控制图,这种方法工作量大,不利于我们做统计分析.现在我们可以直接通过SPC软件来自成生产各种控制图,且系统可自动判断失控状态,对于失控的数据会直接在控制图上用红点标注,让管理人员一目了然地了解到整个工艺控制过程,下图是直接利用QSmart SPC软件来自动生成平均值-极差控制图的示意图: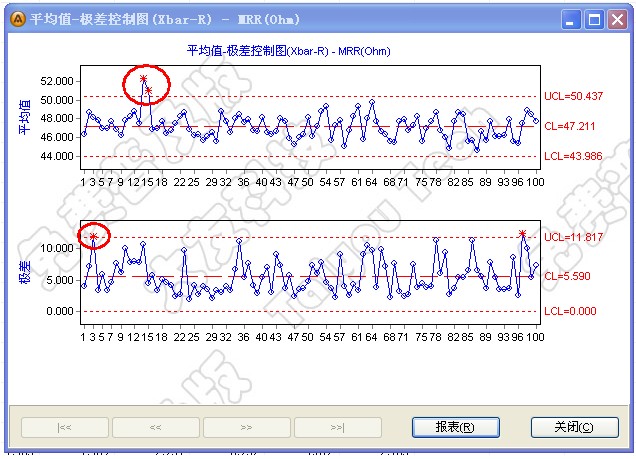
2021/1/14 16:29:57
2021/1/27 17:05:39
2021/3/10 15:48:49
2021/4/8 14:42:32
2021/1/8 16:32:33

我们不单提供专业的软件与服务,我们同时也为客户系统的运行提供理论与经验支持,分享我们在质量管理领域的相关经验与知识!


