
摘要:SPC软件主要是用来对生产过程的工艺参数进行实时监控与分析,保证最终可以实现更稳定的产品质量. 利用SPC对厚膜混合集成电路 (HIC)的工艺进行实时监控与分析, 对促进厚膜混合集成电路质量管理水平的提高和企业核心竞争力的提升具有非常现实的意义。
SPC软件在 HIC工艺中的应用主要包括以下四大部分:
•确定主要工艺技术参数;
•HTC工艺参数控制图的选择与设置
•HIC加工过程中的数据采集;
•工艺参数及质量指标分析;
下面我们主要介绍利用QSmart SPC系统来对厚膜混合集成电路 (HIC)的工艺参数进行实时监控与分析的主要步骤:
1. 确定主要工艺技术参数 ,实现参数化控制
通过对以往生产过程中使用的控制图,工艺参数、技术条件详细调研的基础上,结合 HIC工艺加工特征 ,确定了以下5种直接影响混合集成电路质量与可靠性的工艺参数:
•网印工序的膜厚;
•粘片工序的元件剪切力;
•键合工序的键合拉力;
•平行缝焊工序的漏气率;
•激光调阻工序的调阻精度;
确定好HIC的关键工艺参数后,我们就可以直接利用SPC系统来建立其工艺参数了,如下:

2.HTC工艺参数控制图的选择与设置
我们在利用SPC来做品质监控分析时,控制图是其中一个核心的分析工具,而控制图的种类又有很多种,只有针对每个工艺参数选择正确的控制图时,才能更准确地对工艺参数进行分析。根据HIC各主要工序的工艺特点 ,同时依据SPC控制图的选用标准 ,我们确定了 HIC工艺 5种主要工艺技术参数对应的控制图 ,具体使用如下:
•网印工序的膜厚应采用的控制图:XS均值-标准偏差控制图;
•粘片工序的元件剪切力应采用的控制图:回归控制图;
•键合工序的键合拉力应采用的控制图:XS均值-标准偏差控制图;
•平行缝焊工序的漏气率应采用的控制图:XS均值-标准偏差控制图;
•激光调阻工序的调阻精度应采用的控制图:回归控制图;
如下这个是XS均值-标准差控制图的设置示例: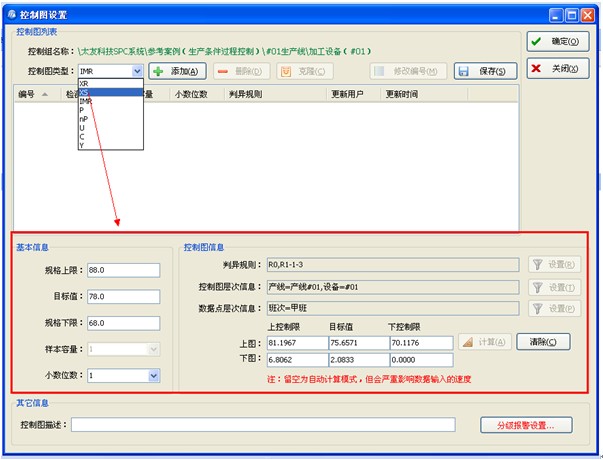
说明:在控制图设置里,可以设置规格上下限、样本容量、上下控制限以及判异规则设置等,其中判异规则,企业可以根据企业产品变异的规则选择相应的判异标准,或对其进行修改: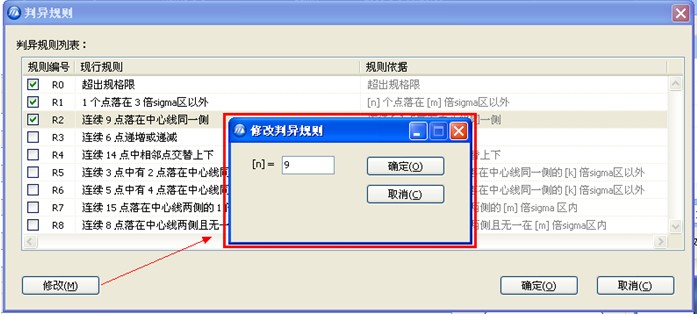
3.HIC加工过程中的数据采集
对于数据采集这块,QSmart SPC系统支持手工录入,如果用户有测量仪器具有自动数据采集接口则可以采用自动录入。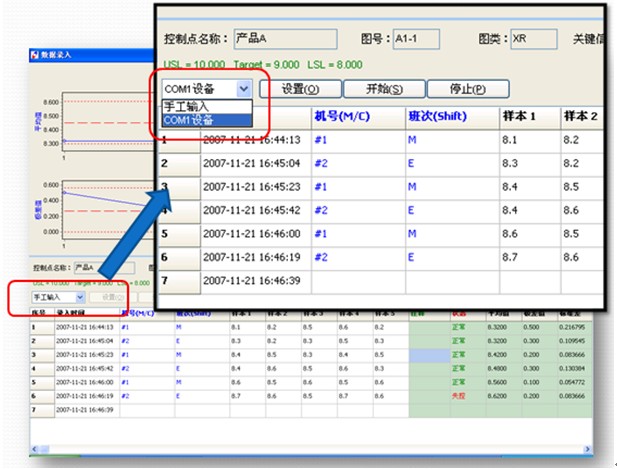
4.工艺参数及质量指标分析
SPC系统提供包括CPK分析及控制图在内的多类质量分析方法,如下这个是对厚膜混合集成电路 (HIC)的网印工芳的膜厚进行的CPK工序分析图: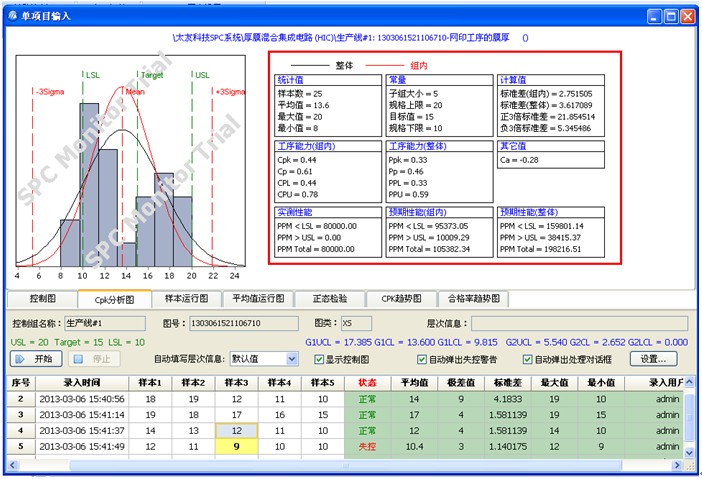
系统支持生成工序能力等报表,通过工序能力报表, 可以让管理层了解到所有产品各重要品质控制项目的CPK等品质指标数据。
通过SPC软件进一步提升了厚膜混合集成电话HIC的产线质量管理和工艺控制水平,通过应用控制图对生产过程的5个工艺参数进行实时监控 ,对生产过程的异常趋势提出预警 ,以便生产管理人员及时采取措施 ,消除异常 ,恢复过程的稳定 ,达到提高和控制质量的目的。
2021/1/14 16:29:57
2021/1/27 17:05:39
2021/3/10 15:48:49
2021/4/8 14:42:32
2021/1/8 16:32:33

我们不单提供专业的软件与服务,我们同时也为客户系统的运行提供理论与经验支持,分享我们在质量管理领域的相关经验与知识!


