
摘要:工序是产品、零部件制造过程的基本环节,也是品质检验的基本环节。对工序实行严格的工序控制,它能在帮助现代工艺更加富有效率工作的同时,也使现代工艺具有经济上的现实意义。而对工序能力分析时,我们需要通过计算制程能力指数来判断工序能力的大小.
制程能力指数
是指制程能力与制程目标相比较的定量描述的数值,即表示制程满足产品质量标准的程度。一般以Cp或Cpk表示。
Cp:适用于质量标准规格的中心值与实测数据的分布中心值一致,即无偏离的情况下。
Cpk:适用于质量标准规格的中心值与实测数据的分布中心值不一致,即有偏离的情况下。
制程能力指数判定标准
制程能力指数计算
在计算制程能力指数时, 计算取样数据至少应有20组数据,方具有一定代表性;计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
如:某工序的规格要求为10±0.1mm,实际测出50个样本值如下,计算出该工序的Cpk;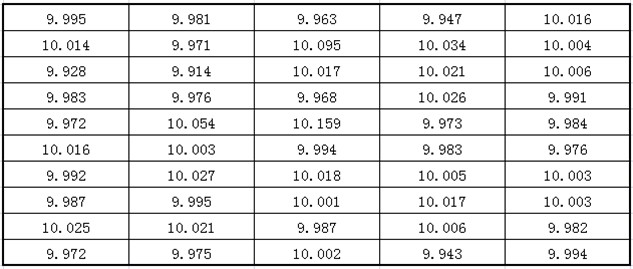
传统的方法是用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u),然后计算出CA值,最后再通过公式计算出CPK.这种方法工作量大,而且工作非常繁琐.为了解决目前这一种情况,可以直接把把数据复制到太友的CPK计算软件里就可以求得CPK来判断该工序能力: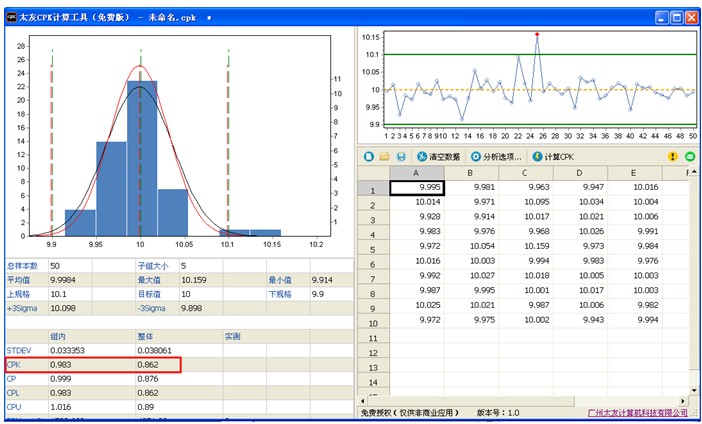
通过CPK计算软件可以得出CPK=0.983,根据上面制程能力指数判定标准可知,该CPK值落在:
0.67≦CPK<1.00范围内,表示制程不良较多,必须提升能力.
通过对制程能力指数的计算分析,可以了解产品制程的水平,确保产品质量,防止不良品产生。通过其计算结果可以知道产品改善空间,并且可以推估出产品不良率。下面附上CPK与合格率之间的换算表格: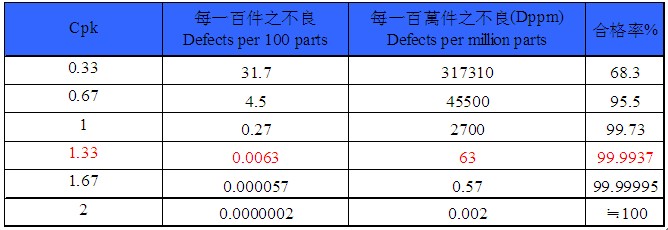
2021/1/14 16:29:57
2021/1/27 17:05:39
2021/3/10 15:48:49
2021/4/8 14:42:32
2021/1/8 16:32:33

我们不单提供专业的软件与服务,我们同时也为客户系统的运行提供理论与经验支持,分享我们在质量管理领域的相关经验与知识!


