
摘要: 管制图,也叫控制图,是应用于管制上的一种图表﹐依据统计原理制定管制界限和中心线﹐ 再依抽样检查结果,推定制程是否在稳定状态.
不良率管制图(P-Chart)
P-chart是利用管制图的原理,对制程中产品不良率进行管制。它是SPC中计数值管制图中最常用的分析图形之一,也是品质管理中最基本的工具,它具有以下特点与功能:
掌握某产品母体数(批量数)N的不良率状况,了解本系统在正常状况下的不良状况,有助于做成本分析;
对于突发事件影响程度及时了解;
便于预测下一阶段的不良率。
不良率管制图(P-Chart)之判读
稳定制程
a)多数点集中在中心线附近.
b)少数点落在管制界线附近.
c)点分布呈随机状态,无规则可循.
d)无点超出管制界线.
异常判定原则:
a)有点超出管制界线.
b)连续3点中有2点在管制线下二格内.
c)连续6点持续上升.
d)连续5点中有4点在UCL线下四格内.
P管制图如果有点溢出管制下限,亦应采取对策.
•量具的失灵,须予更新量具,并检计以前之量测值影响度.
•良品的判定方法有误,应予即修正.
•真正有不良率变小的原因,若能掌握原因,则有助于日后大幅度降低不良率.
不良率管制图(P-Chart)的实例
以下是PA-1900-02D Burn-in站收集的30组数据(每4小时之投入数为一组):
收集到以上这些数据后,为了方便快速计算其结果并生成P管制图来判断该批产品的不良率,我们可以直接利用SPC软件来自动生成P管制图,且可对其异常点进行报警: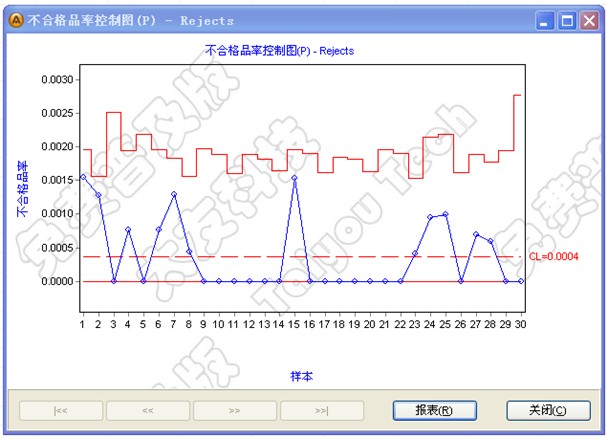
2021/1/14 16:29:57
2021/1/27 17:05:39
2021/3/10 15:48:49
2021/4/8 14:42:32
2021/1/8 16:32:33

我们不单提供专业的软件与服务,我们同时也为客户系统的运行提供理论与经验支持,分享我们在质量管理领域的相关经验与知识!


