|
摘要: 计数类型的控制包括P、nP、U、C 四种类型的控制图,在利用
QSmart SPC软件
来进行计数值控制的设置方法与计量值控制设置的操作方法类似,主要区别在于部分参数设置的区别,以下将针对每一类控制的设置进行详细的说明。
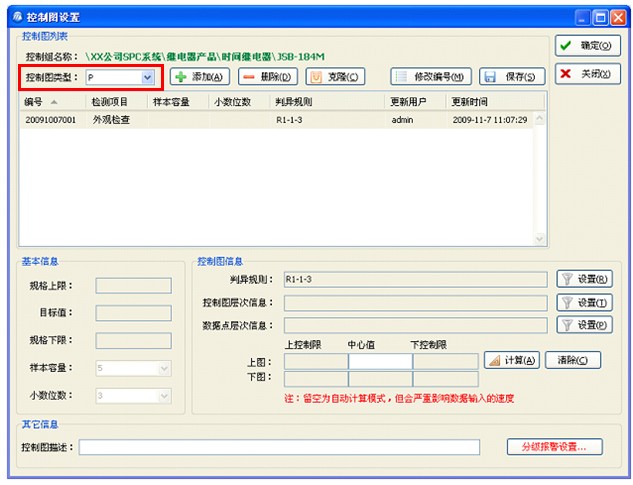
1)P控制图:P控制图的中心值(CL)的为根据历史数据计算出来的不合格品率的值,用户可以留空或根据历史数据直接输入,留空则表示P控制图的中心值(CL)将每次根据输入的数据自动进行重算。
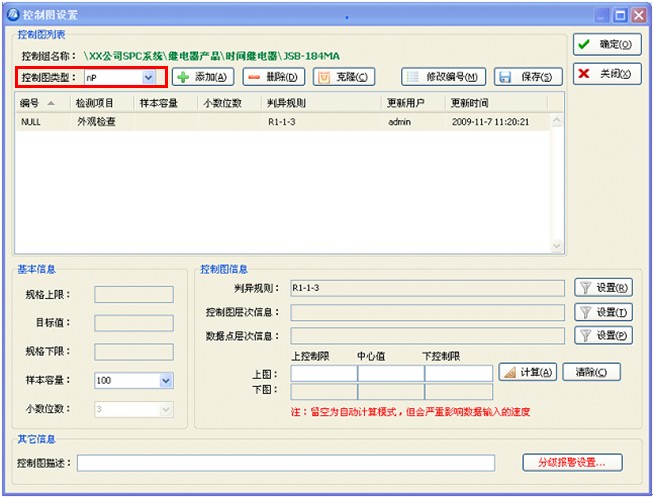
2)不合格品数nP控制图:nP控制图和P控制图基本相同,不同之处在于nP控制图中各样本容量应恒定。
•
样本容量:用户可直接输入每次固定进行抽检的样品数量。
•
控制限:用户可以留空或根据历史数据直接输入,留空则将在有新数据录入时,系统依据所有数据计算控制限。
3)
U控制图
:U控制图为控制单位不合格数的控制图,用于控制每个检验单元内不合格数(缺陷数)的数量。其中心值(CL)为根据历史数据计算出来的单位产品的不合格数(缺陷数)的值,用户可以留空或根据历史数据直接输入,留空则表示 U 控制图的中心值(CL)将每次根据输入的数据自动进行重算。
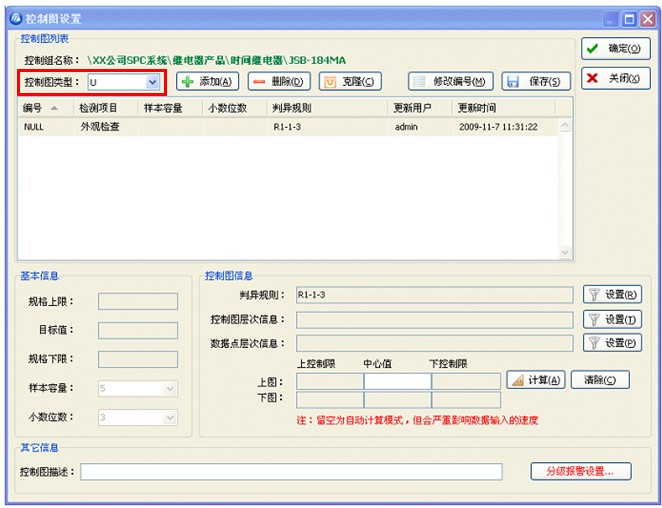
说明:U控制图与P控制图的区别,U控制图主要用于控制单个产品的缺陷的数量,如布匹的瑕疵数量,而P控制图是针对整个产品是否为不良进行监控,也即控制的是不合格产品的数量。
4)C控制图:用来测量检验固定抽样数量下产品的不合格数(缺陷数)。C 图要求样本容量恒定
或受检材料数量恒定。主要用于:
a)缺陷分布在连续的产品流上(如尼龙上的疵点、玻璃上的汽泡)、以及用缺陷的平均比率表示的地方(如100平方米尼龙上的疵点)。
b)在单个的检验批中可能发现许多不同潜在因素造成的缺陷(如元件可能存在一个或多个的缺陷)。
•
样本容量:用户可直接输入每次固定进行抽检的样品数量。
•
控制限:用户可以留空或根据历史数据直接输入,留空则将在有新数据录入时,系统依据所有数据计算控制限。

|
