|
摘要:目前正面临着劳工成本提高、产业竞争力排行竞争的困境,使得企业者不得不将人力导向的经营体质改变为设备导向的经营体质,藉以提高设备的生产稼动率,来维持稳定的产能与安定的质量。
什么是稼动率
稼动率是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重。是指一台机器设备可能的生产数量与实际生产数量的比值。
六大损耗与OEE
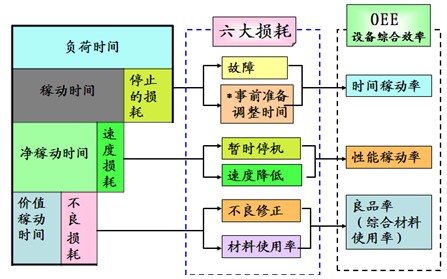
OEE的组成
OEE
的组成包含三大指标:时间稼动率(可用率),性能稼动率(表现指数),良品率(质量指数)
OEE=时间稼动率 x 性能稼动率 x 良品率
(OEE=可用率*表现指数*质量指数)
时间稼动率=负荷时间-停机时间/负荷时间
性能稼动率=理论节拍时间*投入数量/稼动时间
良品率=投入数量-不良数量/投入数量
概念说明:
计划作业时间=上,下班时间减去用餐时间
实际作业时间= 计划作业时间-提前停止时间(或+延时时间)
负荷时间 = 实际作业时间 - 计划休止时间计划停止时间包含早晚例会、休息时间、始业点检、安全点检、自主保全、体制展开、试作、计划停止时间等时间
稼动时间= 负荷时间-停线时间停线时间:工具更换、调整、故障停止、上下流等待、质量维持、确认、工件不良、操作失误、作业缓滞停止等时间
净稼动时间=稼动时间-(实际节拍-理论节拍)x产量
节拍 :生产一个单位制品需要的时间间隔
理论(计划)节拍 :以设计部门设定的参数为依据,或者依据需求量与人员的匹配,决定生产单个产品所需的时间.制订生产计划时,拿来作为标准的依据,以决定生产产品的理论数量。
实际节拍 :因作业环境和限制条件等影响,实际稼动的平均时间.
速度稼动率 = 理论节拍/实际节拍*100%
净稼动率 = 速度稼动率 ×纯稼动率 = 理论节拍×生产数量/稼动时间*100%
时间稼动率 = 负荷时间 - 停止时间/负荷时间*100%
良 品 率 =投入数量 - 不良数量/投入数量*100% = 良品数量/投入数量 *100%
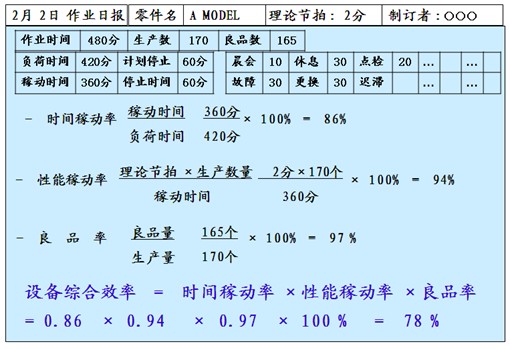
设备综合效率OEE的计算 <例>
附:
设备综合效率OEE解决方案
|
