|
|
|
|
对不起,您的Flash播放器没有更新,所以无法浏览动画请点击更新:
Download do Flash Player
安装后方可正常浏览.
| 您好,欢迎来到太友科技官方网站 |
设为首页 |
收藏本站 |
SPC应用与交流平台 |
网站导航 |
||||
|
|
|
||||
|
|||||
|
对不起,您的Flash播放器没有更新,所以无法浏览动画请点击更新:
Download do Flash Player
安装后方可正常浏览.
|
|||||
|
|
首页 |
|
下载中心 |
|
应用中心 |
|
知识库 |
|
|
SPC控制图是统计过程控制的重要工具,一个小小的控制图是整个生产过程的质量缩影,它向质量管理人员传递着生产过程的重要质量信息,包括过程是否稳定,生产能力是否满足要求,过程是否需要调整。SPC控制图是用于分析和判断工序是否处于稳定状态所使用的带有控制界限的图。SPC控制图是对过程质量加以测定、记录从而进行控制管理的一种用科学方法设计的图,是质量控制的行之有效的手段,是SPC统计过程控制的核心工具。
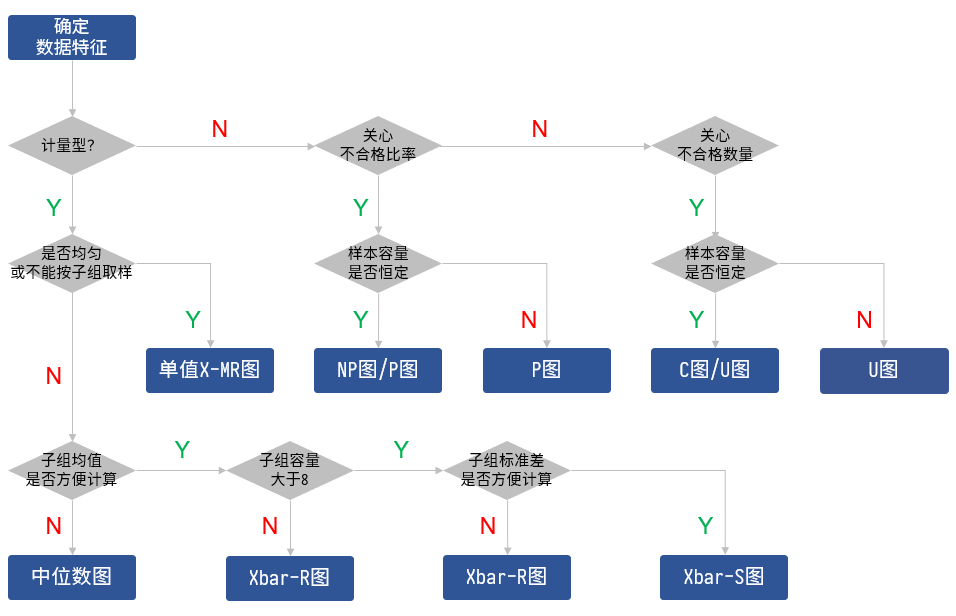
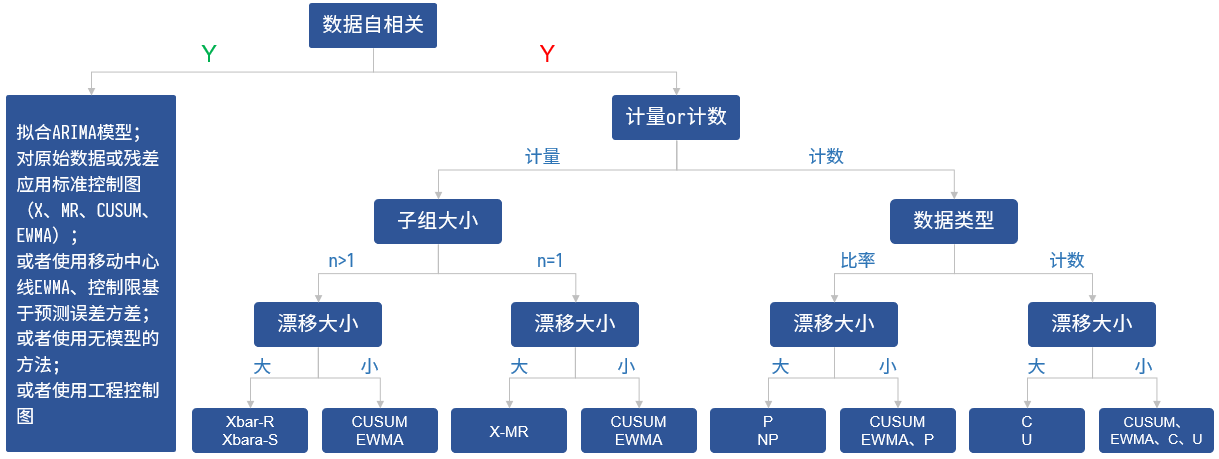
1、Xbar-R均值极差控制图 ■ 用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。Xbar控制图主要用于观察正态分布的均值的变化,R控制图主要用于观察正态分布分散或变异情况的变化,而Xbar-R控制图则将二者联合运用,用于观察正态分布的变化。 2、Xbar-s均值标准差控制图 ■ 与Xbar-R图相似,只是用标准差(s)图代替极差(R)图而已。 3、Xbar-s或Xbar-R控制图 ■ 多用于对每一个产品都进行检验,并且每一次有多次检验的情况,采用自动化检查和测量的场合。 4、I-MR(单值移动极差控制图) ■ 适用于无法取得子组检测的单值的测量场合。 5、P控制图 ■ 用于控制对象为不合格品率或合格品率等计数质量指标的场合,使用P控制图时应选择重要的检查项目作为判断不合格品的依据;它用于控制不合格品率、交货延迟率、缺勤率、差错率等。 6、NP控制图 ■ 用于控制对象为不合格品数的场合。设n为样本,p为不合格品率,则np为不合格品数。 7、c控制图 ■ 用于控制一部机器,一个部件,一定长度,一定面积或任何一定的单位中所出现的不合格数目。焊接不良数/误记数/错误数/疵点/故障次数。 8、u控制图 ■ 当上述一定的单位,也即n保持不变时可以应用c控制图,而当n有变化时则应换算为平均每项单位的不合格数后再使用u控制图。 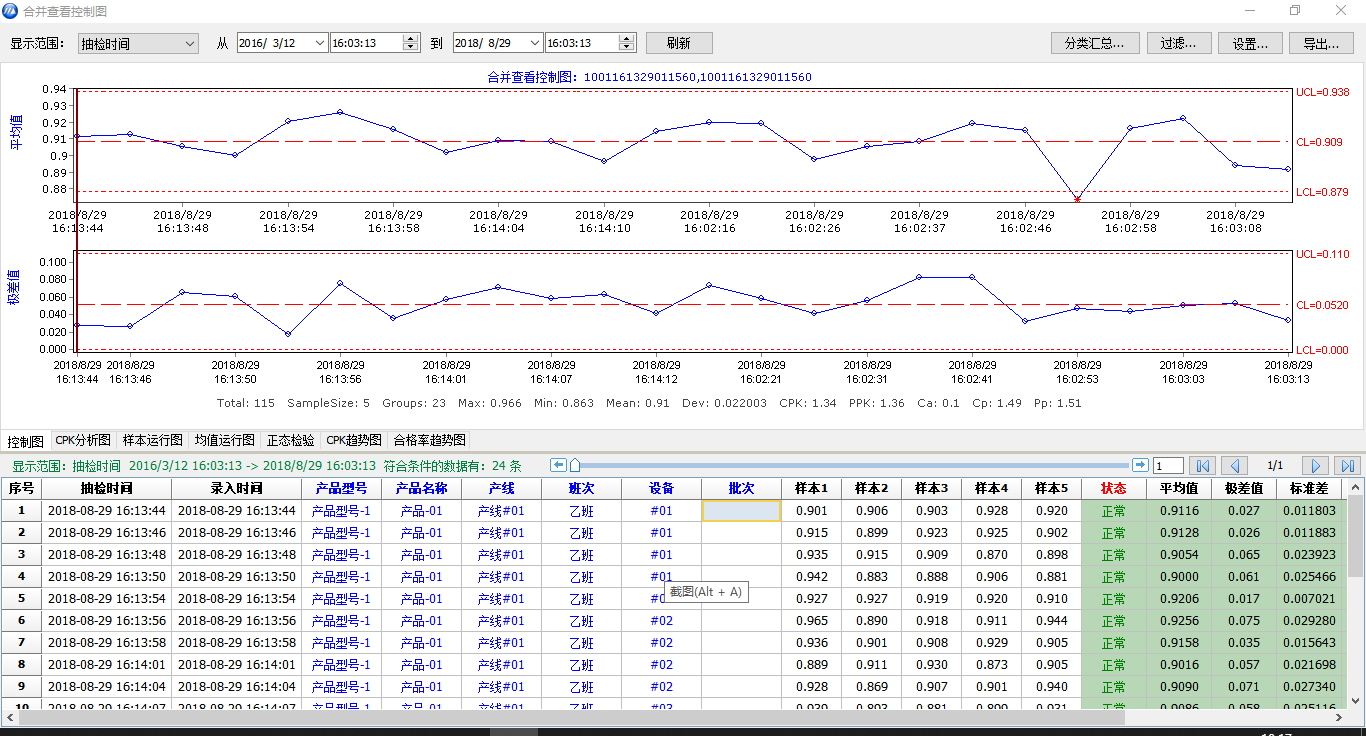
以上是摘自太友QSmart SPC实时控制图的界面 |
|
|
|
广州市太友计算机科技有限公司 版权所有 电子邮件:
|
