|
摘要:
MSA测量系统分析
是使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分, 而测量系统误差的重复性和再现性由GR&R 研究确定。
测量系统误差
由精确度、稳定度、重复性、再现性合并而成,其中重复性跟再现性简称为GR&R,其目的是借助量具量测数据,验证量具是否可靠,是否好用,还可以计算出量具的量测误差;
1.重复性(Repeatability ):当同一零件的同一种特征由同一个人进行多次测量时变异的总和。
说明:其实验数据必须符合以下条件:同一人员、同一产品、同一环境、同一位置、同一仪器、短期时间内.
2.再现性(Reproducibility ):当同一零件的同一种特征由不同的人使用同一量具进行测量时,在测量平均值方面的变异的总和。
说明:其实验数据必须符合以下条件: 不同人员同一产品、不同环境、不同位置、不同仪器、较长时间段.
什么时候才需要进行GR&R分析?
对于需进行GR&R分析的测量系统,一般在以下三种情况下要进行GR&R分析:
•
首次正式使用前
•
每年一次的保养时
•
故障修复后
GR&R分析方法
1.准备
•
检查员人数:一般为3人。当以前分析时的GR&R值低于20%时,也可为2人。
•
试验次数:与检查员人数相同,即两人时为每人两次,三人时为每人3次。
•
零件数量:一般选10个可代表覆盖整个工序变化范围的样品 。当以前分析时的GR&R值低于20%时,也可选5个。
2.实施
•
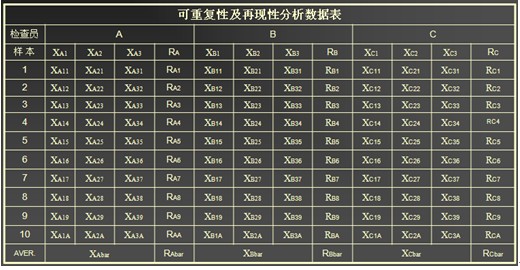
第一名检查员以随机方式对所给的零件进行第一次测量,将测量结果填入表格第二列。然后第二名检查员同样以随机方式对这些零件进行第一次测量,将测量结果填入表格第六列。第三名检查员做法相同,将测量结果填入表格第十列。
•
重复上述步骤,进行第二次、第三次测量,并将测量结果填入其余空白表格。
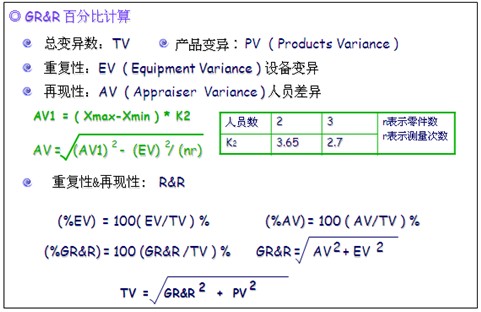
3.计算出设备变异EV、人员差异以及 GR&R等百分比,其计算公式如下图所示:
4.判异标准
•
如果GR&R小于所测零件公差的10%,则此系统无问题。
•
如果GR&R大于所测零件公差的10%而小于20%,那么此系统是可以接受的。
•
如果GR&R大于所测零件公差的20%而小于30%,则接受的依据是数据测量系统的重要程度和改善所花费的商业成本。
•
如果GR&R大于所测零件公差的30%,那么此测量系统不能接受,并且需要进行改善。
5.处置方式
%EV,%AV分别表明了测量仪器(设备)变异、评价人差异在总变异中所占比例,可据此把握现有测量系统中所存主要问题,并采取相应的措施。
1)当EV > AV,即重复性:EV(设备变异) > 再现性:AV(人员变异)时:
•
量具
需要加以保养;
•
量具需要重新设计,以提升适切性;
•
量具的夹紧或零件定位的方式需要改进;
•
存在过大的零件变异;
2)当AV > EV, 即再现性:AV(人员变异) > 重复性:EV(设备变异)时:
•
量测人员需要更好的培训如何使用量具及数据读取方式
•
量具刻度盘上的刻度不清楚或校正不良;
•
需要某些夹具协助评价人员来提高使用量具的一致性
|