|
摘要:
过程能力指数
的计算是在稳定的前提下,用过程能力与技术要求做比较,分析过程能力满足技术要求的程度。其中过程指数能力的计算包括计量值、计件值以及计点值三种.
1.计量值的过程能力指数的计算
1)双侧公差且分布中心μ和标准中心M重合的情况 :
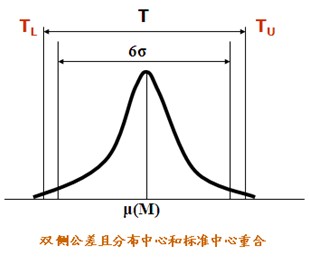
计算公式:Cp=T/6σ=TU-TL/6σ
其中:TU 为质量标准的上限值,TL为质量标准的下限值。
2)双侧公差且分布中心μ和标准中心M不重合的情况
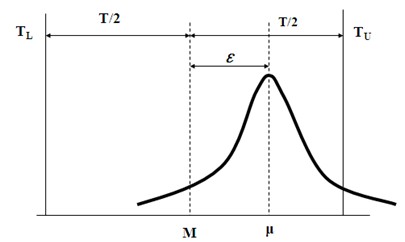
从上图中可以看出,因为分布中心μ和标准中心M不重合,所以实际有效的标准范围就不能完全利用。若偏移量为ε,则分布中心右侧的过程能力指数为:CPU=TU-μ/3σ=(T/2-ε)/3σ
分布中心左侧的过程能力指数为:CPL=μ-TL/3σ=(T/2 +ε)/3σ
我们知道,左侧过程能力的增加不能补偿右侧过程能力的损失,所以在有偏移值时,只要以两者之间较小的值来计算过程能力指数,这个过程能力指数称为修正过程能力指数,记作
CPK
。则:CPK=CP (1-K)
2.计件值过程能力指数的计算
在计件值情况下,过程能力指数的计算相当于单公差情况,Cp计算公式为:
CP=TU-μ/3σ
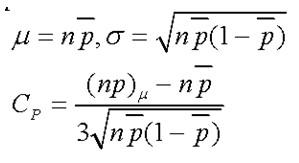
1)当以不合格品数np作为检验产品质量标准,并以(np)μ作为标准要求时,取样本k个,每个样本大小为n,其中不合格品数分别为(np)1 ,(np) 2,…, (np) k,由二项分布可得:
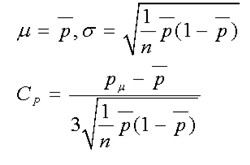
2)当以
不合格品数p
作为检验产品质量标准,并以pμ作为标准要求时,取样本k个,每个样本大小 n1 ,n 2,…, nk
3.计点值过程能力指数的计算
计点值是指单位产品上的缺陷数,如一件铸件上的砂眼数,1㎡玻璃上的气泡数等。在计件值情况下,过程能力指数的计算仍相当于单公差情况,Cp计算公式为:CP=TU-μ/3σ
|
