|
摘要:制程(生产过程)产品质量以预防控制为主;就是要把
质量管理
从以事后把关为主转到事前预先控制为主的轨道上来,将预防与把关相结合,对影响产品质量的每个环节实施有效的质量管控,使产品生产的全过程处于严格控制之下,达到稳定、可靠优质的目的。
怎样的制程是稳定的制程
1.制程稳定的条件:
a.只有偶然波动,没有异常波动的制程是稳定的。
b.组间的波动是异常波动引起的。
c.异常波动通过一定的措施可以消除,偶然波动则不行,除非改善整个系统.
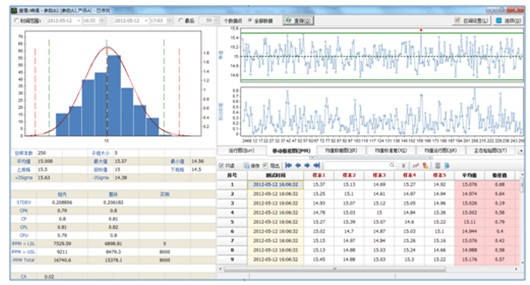
2.制程稳定的特征:
a.制程处于统计控制状态,如果是
管制图
,则没有点超出3sigma界限,且无倾向性变异。
b.制程保证能力充足,
CPK
不小于1.33
c.不良品率在目标范围内,且成下降趋势。
d.改善措施实施后,有明显的成效,而不是毫无影响。
影响制程的主要因素
任何一个制程其主要做作用的因素都包括以下几种因素:5M1E
1.人(MAN):人是最主要的因素,对其他的因素影响很大。有很多不良,归根结底是由人引起的,所以人是最根本的因素。
2.机器(MACHINE):机器设备是制程正常运行必不可少的,但其效能取决于人的控制。
3.材料(MATERIAL):材料是组成产品所必须的,没有材料也做不出产品,但材料不能决定制程的品质,仍然取决于人的控制。
4.方法(METHOD):方法是产品制造所必须的一种途径,可以有多种多样,如何取舍取决于人。
5.环境(EVIROMENT):环境是制程作业所必须的,但是环境的优劣对制程起什么样的作用和影响仍然由人控制。
6.测量(MEASUREMENT):测量是检测制程的一个重要手段,没有测量无法保证制程品质,也无法知道制程的状况,但测量对制程所起的作用与影响也是由人控制的。
怎样控制制程使其处于稳定状态?
1.人力在制程中的配置所要注意的事项
a.复杂的工序由技术比较熟练的员工担任,简单的工序可由新进员工担任。
b.对检验站的员工,必须从技术熟练的员工中挑选。
2.机器的控制
a.机器要定期保养,维护,校验.
b.在运行过程中,要定时查核.
c.正确运用各种辅助工具材料.
d.用数据来观控机器的状态.
3.材料的控制
a.要确保组成产品的所有材料符合要求(如产前5台确认,,首件组件确认等).
b.制程中要经常对主要材料进行查核(特别是换料时).
c.辅助材料要在每批开线前确认.
d.不同机种的材料不可混用,代用必须经过批准.
4.方法的控制
a.作业要按照SOP.
b.人员的位置要固定(相对).
c.更改SOP必须先进行试验,确认有效再更改.
5.环境的控制
a.环境做好
6S管理
.
b.定区定置存放物品.
c.标识清楚,防止错误的取用和作业.
6.测量的控制
a.选择适当的测量设备.
b.定期对测量设备进行校准,必须要有校准报告且报告在有效期内,不允许使用未经校准或有效期已过的测量设备.
c.做好日常保养,确保测量设备处于正常良好状态.
7.管制图和判异
管制图
出现异常,不等于产品质量出现异常,而是表示制程不稳定,将会产生大量不良品.管制图判异的准则:
a.点子出界(3sigma界)
b.9点在1sigma区或其外拍成一串.
c.6点递增或递减.
d.14点上下交替.
e.任意连续3点中有2点在3sigma区内.
f.任意连续5点中有4点在2sigma区内.
g.15点在1sigma中心线下.
h.8点在中心限两侧,但没有一点在1sigma区内.
8.从CPK值中判断制程或设备是否稳定
a.CPK>1.67表示制程(设备)能力过高
b.1.33
c. 1
d. 0.67
e.CPK<0.67 停线,制程(设备)无能力.附:
CPK计算工具下载
|
