|
摘要: 任何零件都是由平面和曲面组成的。曲面形状误差的检测和评定也是产品检验中一个非常重要的项目。在机械制造业中,用轮廓度指标评定其误差大小。轮廓度分为线轮廓度和
面轮廓度
,本文主要针对线轮廓度的知识及误差检测方法等内容进行介绍.
线轮廓度公差的相关概念
1. 线轮廓度公差的定义
线轮廓度是限制实际曲线对理想曲线变动量的一项指标,它是对非圆曲线的形状精度要求。
线轮廓度公差是实际被测要素(轮廓线要素)对理想轮廓线的允许变动。
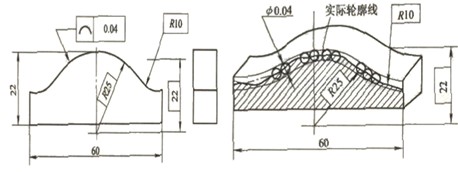
2. 线轮廓度公差的标注及公差带含义
・无基准要求
公差带是包络一系列直径为公差值t的圆的两包络线之间的区域,而各圆的圆心位于理想轮廓线上。
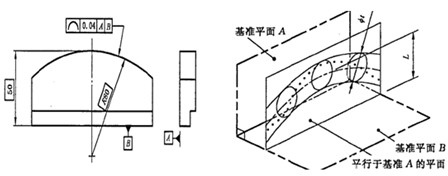
・有基准要求
公差带是直径等于公差值t、圆心位于由基准平面A和基准平面B确定的被测要素理论正确几何形状上的一系列圆的两包络线所限定的区域。
备注:当线轮廓度公差无基准要求时为
形状公差
,有基准要求时为
位置公差
。
线轮廓度误差检测方法介绍
1、轮廓样板检测线轮廓度误差
・测量原理
轮廓样板来模拟理想轮廓曲线,与实际轮廓进行比较的测量。
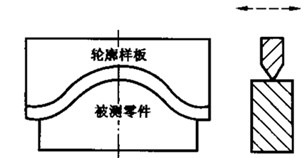
如上图所示,将轮廓样板按规定的方向放置在被测零件上,根据光隙法估读间隙的大小,取最大间隙作为该零件的线轮廓度误差。具体测量时,一种是采用透光法对比实施,一种是采用仿形法实施。该测量方法对测量条件要求不高,容易实现,适用面广,可测量一般的中、低精度的零件。
・测量特点
测量条件要求不高,容易实现,适用面广,可测量一般的中、低精度的零件。
・测量步骤
1)选择样板
2)无基准的线轮廓误差检测-透光法
注意:
・尽量采用自然光或光线柔和的日光灯光源以保证光隙的清晰度。
・测量的准确度与接触面的粗糙度密切相关,应尽量选择表面粗糙度较小的表面进行测量。
・由于是凭视觉观察,在经验不足的情况下,可通过与标准光隙比较估读误差值的大小。
・将轮廓样板按规定的方向放置在被测零件上,根据透过光线的强弱判断间隙大小,取最大间隙作为该零件的线轮廓度误差。
3)有基准的线轮廓检测-仿形法
・固定被测零件和轮廓样板,必须保证基准定位可靠。
・安装仿形测量系统,选择
百分表
测头应与仿形测头一致。
・百分表调零。
・仿形测头在轮廓样板上横向移动,仿形测量装置带动百分表测头在被测零件轮廓上移。
・读取轮廓表面各测量点的百分表示数,取其中最大示数的两倍作为该零件的线轮廓度误差。
2、利用数据采集仪连接百分表测量线轮廓度误差的方法
・测量仪器:偏摆仪、百分表、
数据采集仪
。
・测量原理:数据采集仪会从百分表中自动读取测量数据,然后由数据采集仪软件里的计算软件自动计算出所测产品的线轮廓度误差,最后数据采集仪会自动判断所测零件的线轮廓度误差是否在线轮廓度公差范围内,如果所测线轮廓度误差大于线轮廓度公差值,采集仪会自动发出报警功能,提醒相关操作人员该产品不合格。测量效果示意图:

优势:
1)以较低的成本提高测量效率:
2)提高测量的准确性:传统方式采用测量人员的目视观看的方法容易导致错误的测量结果;
|
