摘要
在机械加工中,要保证加工产品的质量,这就需要对加工的产品进行检测,检测其误差是否在其公差范围内,只有在其跳动公差范围内,才表示该加工产品合格,否则就是不合格的。而径向跳动就是用来检测轴类零件偏差的,检查轴在某点圆度和轴上该处相对于基准线偏差
径向跳动的定义
径向跳动是用来检测轴偏差的,检查轴是某点圆度和轴上该处相对于基准线偏差。径向跳动分为径向圆跳动、径向全跳动
径向圆跳动:径向圆跳动公差带是在垂直于基准轴线的任一测量平面内,半径公差值为t,且圆心在基准轴线上的两个同心圆之间的区域,其公差带限制在两面三刀坐标(平面坐标)范围内
径向全跳动:径向全跳动公差是半径差为值为t,且与基准轴线同轴的两圆柱面之间的区域,其公差带限制在三坐标(空间坐标)范围内
径向跳动测量方法
任何圆都不可能是一点误差都没有的,或多或少有点误差,几丝甚至几微米,只是肉眼看不出来,需要用工具测量!
一、传统人工径向跳动测量方法
1、仪器设备:指示表、偏摆仪
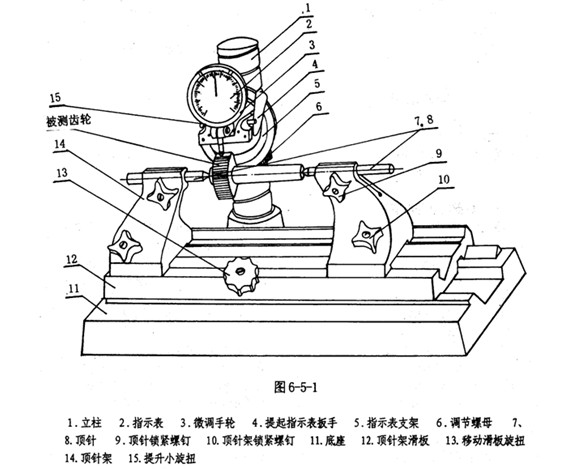
2、测量步骤:
1)首先将轴类零件安装在两顶尖间,使被测工件能自由转动且没有轴向窜动。调整悬臂升降螺母至干分表以一定压力接触零件径向表面后,将零件绕其基准轴线旋转一周。
2)记录指示表中测量最大值rmax跟最小值rmin
3)求出径向跳动实际跳动值
4)处理测量结果并判断合格性
合格条件:
 其中Fr是径向跳动公差值;
其中Fr是径向跳动公差值;
二、利用数据采集仪连接百分表实现高效测量
1、仪器设备:偏摆仪、百分表、太友科技的数据采集仪。
2、测量原理:
数据采集仪可从百分表中实时读取数据,数据采集仪软件可对百分表数据进行分析,并计算出测量结果,最后还可自动判断所测量的径向跳动误差值是否在跳动公差带范围内,一旦测量结果不符合产品规格要求时,数据分析仪还会自动产生报警功能。
3、测量步骤
1)将偏摆仪、百分表、数据采集仪安装好,如下图所示:

2)开始测量,转到零件一周,数据分析仪会自动采集仪读取测量的最大最小值,多测量几个位置。
3)数据处理:数据采集仪软件里已嵌入计算径向跳动误差的公式在里面,数据分析仪会自动计算跳动误差值,无需人工去计算跳动误差值。
数据采集仪可从百分表中实时读取数据,数据采集仪软件可对百分表数据进行分析,并计算出测量结果,最后还可自动判断所测量的径向跳动误差值是否在跳动公差带范围内,一旦测量结果不符合产品规格要求时,数据分析仪还会自动产生报警功能。
4)分析结果:数据采集仪会自动根据所测得的跳动误差值,以轴类零件规定的跳动公差值进行比较,一旦跳动误差值大于跳动公差值,则系统会自动报警,表示该轴类零件测量结果不合格。
5)测量完成后将工件拿下,收好偏摆仪百分表以及数据采集仪,清除在偏摆仪上留下的污垢,并做好导轨和顶尖的润滑工作
利用数据采集仪连接百分表来测量径向跳动的优势:
1)无需人工用肉眼去读数,可以减少由于人工读数产生的误差。
说明:由于测量径向跳动时,需要测量到最大值跟最小值,最后的径向跳动值为 = - ,但是如果由人工去读数时,很难直接判断出哪次是最大值,哪次是最小值,这就需要多次去测量去判断,这样就很容易判断错误,而且当一台偏摆仪一次性连接几个百分表来同时测量时,那工作量会更大,更容易出错。直接利用数据采集仪连接百分表,采集仪就会自动读取测量的最大值跟最小值,完全不需要人工去操作。
2)无需人工去处理数据,数据采集仪会自动计算出径向跳动值。
说明:径向跳动计算公式已嵌入数据采集仪软件中,当测量完毕后数据采集仪会马上计算出径向跳动值,无需人工再去把测量的数据输入电脑进行数据分析,可以减少人工计算数据的繁琐工作,而且测量效率高。
3)测量结果报警,一旦测量结果 大于 时,数据采集仪就会自动报警。
说明:只有当
时,该零件才算符合要求,才算合格,反之则不合格。一旦测量结果大于径向跳动公差值时,数据采集仪就会发出报警功能,提醒相关人员该零件不符合生产规格要求,需要进一步去完善,这就可以进一步提高测量效率。
以上是对径向跳动的定义以及测量方法等内容进行了详细的介绍,在上文提到的径向跳动的两种测量方法中,其中利用我们的数据分析仪来直接连接百分表是目前提高径向跳动检测效率的一种新方法,不但可以减少由于人工操作所造成的误差,还可以大大提高检测效率,可以真正实现机械加工测量的数字化。如需更深入了解这方面的应用,可查看
跳动测试解决方案
或直接与我们的工作人员联系,我们将非常乐意为您解答您所提出的问题!

我们不单提供专业的软件与服务,我们同时也为客户系统的运行提供理论与经验支持,分享我们在质量管理领域的相关经验与知识!